






Nach der Niederlage im pazifischen Krieg stand Japan unter dem Eindruck, dass es ein Land mit knappen Ressourcen sei und deshalb Verschwendung vermeiden müsse. Eine durch EDV gestützte Steuerung des Materialflusses gab es damals noch nicht. Unter diesem Aspekt ist KANBAN von Toyota entwickelt worden und 1962 eingeführt, um den Materialfluß in der Automontage bei möglichst geringer Nutzung der Ressourcen sicherzustellen. In der Folge hat es sich als ein hervorragendes Instrument erwiesen, Verschwendung von Ressourcen zu verringern und den Materialfluss zu optimieren.
Die Motive zur Beschäftigung mit dem Thema KANBAN sind vielfältig. Es gibt sachbezogene und emotionelle Kriterien. Man kann die Motive nach diesen Kriterien klassifizieren, wenn man die Ziele definiert und feststellt, daß einem Motiv keine Ziele entsprechen. Motive sind z.B.
- Zwang zur Rationalisierung
- Vereinfachte Steuerung für viele Anwendungen
- Abhängigkeiten werden dem Zulieferer klarer gezeigt
- KANBAN ist modern
- KANBAN senkt die Lagerbestände
- Bedarf, Schwachstellen im Materialfluß zu entdecken
Nach der Entscheidung, wir beschäftigen uns mit KANBAN, müssen die Ziele definiert (im eigentlichen Sinne aus den Unternehmenszielen abgeleitet) werden, die mit dieser Aktivität erreicht werden sollen. Diese Definition ist unter anderem erforderlich, um zu entscheiden, ob Maßnahmen zur Verbesserung der Abläufe sinnvoll sind oder nicht. Ziele müssen quantifiziert und die Zielgrößen messbar sein:
- Reduzierung der Durchlaufzeiten (z.B. auf x Tage)
- Bestandssenkung (z.B. auf x Euro Lagerbestand)
- Verminderung von Ausschuss und Nacharbeit ( z.B. um x %)
- Vereinfachung der Organisation (z.B. Arbeitsschritte um x % senken)
- Steigerung der Flexibilität (z.B. Produktion innerhalb x Tage nach Bestellung)
Was ist KANBAN?
KANBAN unterscheidet sich in wesentlichen Elementen von der allgemein üblichen zentralen Produktionsplanung und -steuerung, die in einem tayloristisch geprägten Umfeld entstanden ist. In der zentral organisierten Produktionsplanung und -steuerung werden alle planerischen und steuernden Aufgaben durch zentrale Stellen übernommen.
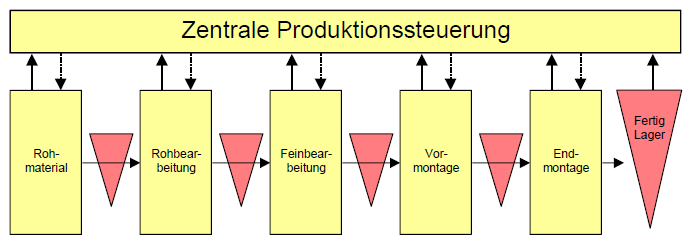
- Gleichgerichteter Material- und Informationsfluß
- Planbezogene Produktion
- Zentrale Eingriffe
Abbildung 1: Zentrale Produktionssteuerung mit Kanban Puffer
Die Planung von der zentralen PPS-Stelle erfolgt oft auf der Basis von Absatzprognosen. Ein wichtiges Ziel dabei ist eine hohe Kapazitätsauslastung der Produktionsmittel zu erreichen. Das wiederum führt zu großen Losgrößen und langen Durchlaufzeiten. Hinzu kommt, dass durch die Trennung von Planung und Durchführung die Ergebnisse der PPS Entscheidungen oft nicht mit den betrieblichen Realitäten bzw. mit den Kundenanforderungen übereinstimmen und es zu Fehlplanungen kommt. Den ausführenden Stellen wird die Möglichkeit zur eigenverantwortlichen Ausführung ihrer Tätigkeiten genommen, da sie diese nicht selbständig planen und steuern können. Die komplexen Wechselbeziehungen zwischen den Elementen der PPS führen zu einem gewaltigen Koordinationsaufwand, der durch zentrale Funktionen i.d.R. nicht mehr zu handhaben ist.
„Bringprinzip“

Abbildung 2: Bringprinzip bzw. Push Prinzip
Mit der zentralen PPS wird auch das Push-Prinzip verbunden. Dies bedeutet, dass ein Auftrag zentral in Teilaufträge zerlegt wird, um diese anschließend durch den Produktentstehungsprozess zu schieben. Die Aufnahme einer Tätigkeit geschieht also nicht selbständig durch das Erkennen eines Bedarfes in einer nachfolgenden Produktionsstufe, sondern durch die Vorgabe einer Produktionsplanung von außen.
Kennzeichen traditioneller PPS:
- Zentralisierung
- Trennung von Planung und Durchführung
- Kapazitätsorientiert
- Rückmeldeorientiert (BDE)
- Funktionsorientierung mit großer Schnittstellenzahl
- Hohe Komplexität
- Hoher Steuerungsaufwand
Auswirkungen:
- Hohe Bestände (Produktion auf Lager)
- Lange Durchlaufzeiten und große Losgrößen
- Geringe Lieferfähigkeit
- Verschwendung in Produktion und Ablauf
- Mangelnde Kundenorientierung
- Mangelnde Flexibilität
Der Grundsatz des KANBAN Systems ist einfach: ein System, das, im Gegensatz zur traditionelle Methode, wo Material an nachfolgende Arbeitsgänge weitergeleitet wird, den Transfer in umgekehrter Richtung durchführt. Der nachgelagerte Arbeitsgang entnimmt dabei bei einem vorgelagerten nur das gerade benötigte Teil in der benötigten Menge und zum benötigten Zeitpunkt (Just-in-Time Prinzip). Die Voraussetzung war eine Vereinfachung der Kommunikation durch eindeutige Bezeichnung, was in welcher Menge benötigt würde.
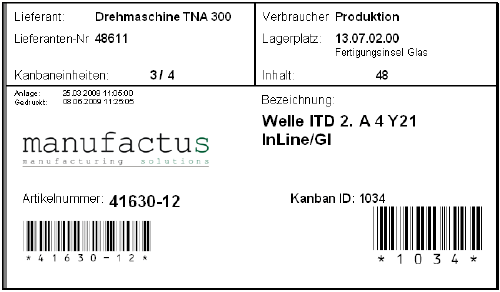
Abbildung 3: Kanban Karte
Wenn Material gebraucht wird, und nur dann, wird der Zulieferer aufgefordert, neues Material anzuliefern. Diese Aufforderung wir durch einen KANBAN (jap. Karte, Zettel) erteilt, der grundsätzlich mit der Ware mit jedem Los transportiert wird und nach Entnahme des letzten Teils (manchmal auch schon bei Anbruch des Loses) zur neuen Anlieferung zurückgegeben wird. Es gelten strenge Regeln für die Fertigung, besonders der Grundsatz, dass nur gefertigt werden darf, wenn ein KANBAN zur Fertigung vorliegt und dass nur einwandfreie Teile angeliefert werden dürfen. Damit wird die terminorientierte Steuerung herkömmlicher Methoden durch die bedarfsorientierte Steuerung ersetzt.
Variationen aller Art sind möglich, weil das Verfahren den jeweiligen Umständen angepasst werden soll. Im Laufe der Anpassung an neue Anforderungen und der kontinuierlichen Verbesserung des Systems entstanden unterschiedliche KANBAN-Klassen. Bereits 1980 unterschied man in Japan den
- Material KANBAN (SHIKAKE KANBAN) zur Herstellung und Bereitstellung von Material, der nach Anbruch eines Gebindes zurückgegeben wird.
- Signal KANBAN (SHINGO KANBAN) als Material KANBAN, der aber erst zurückgegeben wird, wenn vom Gebinde eine bestimmte Menge verbraucht ist.
- Transport KANBAN (HIKITORI KANBAN), als Aufforderung, ein bestimmtes Material von einem Lagerplatz auf einen Bereitstellungsplatz zu bringen.
- Begrenzter KANBAN (GENTEI KANBAN), als Material KANBAN der nach einer bestimmten Fertigungsmenge ungültig ist.
In der Zwischenzeit gibt es je nach Philosophie eine Unzahl von Variationen. Eine wesentliche Ergänzung sind Stecktafeln, die eine weitere Methode des Toyota Produktionssystems (auch Lean Production genannt) unterstützen, nämlich das Management by View. Die KANBAN werden mit einer definierten Anordnung in Laschen auf einer Tafel gesteckt, so dass man einen Überblick über den Materialfluss bekommt und drohende Probleme schnell erkennt. Zur Reihenfolgebildung bei unüberwindlichen Rüstproblemen (zum Beispiel Gewebekalander in der Kautschuk- und Kunststoffindustrie) sind ähnliche Tafeln eingeführt. Auch ohne Papier wird das KANBAN-Verfahren eingesetzt, wenn man zum Beispiel den Behälter selbst als KANBAN nutzen kann. Definierte Stellplätze für die Transportbehälter und ähnliche Maßnahmen des Managements by View ermöglichen es, ohne großen Aufwand den Überblick über den Materialfluß zu erhalten.
Die angestrebte Vermeidung von Verschwendung wird indirekt dadurch erreicht, dass mit KANBAN der Materialbestand fest bestimmt und dem jeweiligen Bedarf angepasst werden kann. Damit hat man unter anderem ein Instrument, durch Senkung des Bestandes Verbesserungsmöglichkeiten im Materialfluss aufzuzeigen.
Tritt eine Störung auf, sucht man die Ursache. Wenn man dann vorübergehend den Bestand wieder erhöht, die Ursache für die Störung beseitigt und den Bestand wieder senkt, schafft man eine kontinuierliche Verbesserung des Materialflusses.
Es gibt eine Menge von Störungsursachen, wie zum Beispiel:
- lange Rüstzeiten,
- fehlerhafte Produktion,
- ungleichmäßige Fertigungsgeschwindigkeit,
- hoher Bearbeitungsaufwand,
- geringe Kapazität,
- unübersichtliche Reihenfolge
- usw.
Im Einzelnen ist abzuwägen, wie wirtschaftlich es ist, die Ursache zu beheben. Dabei hat sich gezeigt, dass erkannte Ursachen häufig mit verblüffend einfachen Maßnahmen beseitigt werden können.
Wird nicht eingegriffen steuert sich die Fertigung durch den KANBAN-Kreislauf selbst. Durch diese Eigenschaften hat sich KANBAN auch in den Zeiten aufwendiger Enterprise Ressource Management Systeme bewährt und wird als Ergänzung, in besonderen Fällen sogar als einziges System, angewandt. Das Verfahren wird sowohl inner- als auch zwischenbetrieblich eingesetzt.
Voraussetzungen
Über die Voraussetzungen zum Einsatz von KANBAN gibt es unterschiedliche Ansichten, die sich von den unterschiedlichen Zielen herleiten. Weitgehende Übereinstimmung herrscht darüber, dass es für eine Serienfertigung sehr geeignet ist. Über die Anwendbarkeit bei Variantenfertigung gibt es dagegen schon unterschiedliche Ansichten. Aber selbst bei Kleinlosen wird es sinnvoll genutzt, wenn man bereit ist, zur Verbesserung des Materialflusses Maßnahmen zu ergreifen.
Man kann die Voraussetzungen für KANBAN als statisch betrachten (vorhanden oder nicht vorhanden) oder mit Einführung den Zwang herstellen, die Voraussetzungen zu schaffen, um zu bewirken, dass durch die erforderlichen Maßnahmen ein Fortschritt in den Fertigungsabläufen, also eine Annäherung an die Ziele erreicht wird.
Aus der wirtschaftlichen Anwendung von KANBAN ergeben sich zwangsläufige Folgeforderungen aufgrund der geänderten Abläufe. Die Erfüllung der Forderungen kann, wie bemerkt, ein Ziel des KANBAN Einsatzes sein oder die Ziele unterstützen.
Einigkeit besteht, dass
- flexible Produktionsmittel,
- kurze Rüstzeiten,
- fehlerfreie Lieferung,
- Akzeptanz von Leerlauf bei Mitarbeitern und Anlagen,
- Disziplin,
- Ursachenanalyse bei Störungen, danach schnelle Beseitigung der Störungen,
- Management by View,
- Pragmatismus,
für den erfolgreichen Einsatz des KANBAN sinnvoll sind.
Außerdem sind Absprachen intern zwischen den einzelnen Fertigungsstufen und besonders mit externen Zulieferern nützlich, auch wenn sie sich im Grenzfall auf die Aussage konzentrieren kann, dass innerhalb einer bestimmten Frist das angeforderte Produkt in genau der bestellten Menge und einwandfreier Qualität auf einen definierten Platz zu stellen ist.
Einführung von KANBAN
Sind im Unternehmen keine Erfahrungen mit KANBAN vorhanden, empfiehlt es sich, mit einem Pilotprojekt zu beginnen. Dies sollte einen Fertigungsbereich betreffen, der möglichst abgeschlossen ist, eine möglichst gleichmäßige Fertigungsauslastung hat, mindestens drei Fertigungsstufen umfasst und wenig unterschiedliche Zulieferer hat.
In diesem Bereich geht man in folgenden Schritten vor:
1. Überprüfung der Losgrößen
2. Überprüfung der Behälter und Transporteinrichtungen
3. Bestimmung der Bestände zwischen den Arbeitsplätzen
4. Aufbau des Modells
Die ideale Losgröße ist eins. In der Realität haben sich höhere Losgrößen durchgesetzt. Die Losgrößenbestimmung nach Andler liefert fast immer einen Wert, der wesentlich höher liegt, als die tatsächlich wirtschaftliche Losgröße, da er unter anderem nicht berücksichtigt, dass es mehrere unterschiedliche Teile gibt, deren Reihenfolge den Rüstvorgang bestimmen und für jede Produktvariante ein Puffer vorgehalten werden muss. So erzielt man beim Einsatz des Andlerschen Verfahrens lediglich ein Suboptimum des betrachteten Auftrages, allerdings kein Optimum im gesamten Auftragsdurchlauf. Es gibt Verfahren, die das erwartete Teilespektrum berücksichtigen.
Die einfachste, pragmatische Lösung bei der Einführung von Kanban ist, die bestehenden Losgrößen zu übernehmen und nach und nach zu reduzieren. Das gleiche gilt für die Transportbehälter und die Pufferbestände.
Zur Abschätzung der notwendigen Sicherheitsbestände, ist die Wiederbeschaffungszeit zu ermitteln. Diese Wiederbeschaffungszeit wird um die Reaktions- und gegebenenfalls um die Transportzeit erweitert. Die Transportzeit sollte die wirkliche Dauer der Transporte berücksichtigen und nicht die klassische Übergangszeit zwischen den Arbeitsplätzen, die den Arbeitsvorrat mit umfasst.
Zur Gewährleistung einer optimalen Liefersicherheit, ist als zweiter Schritt der Bedarf zu ermitteln, der während der Wiederbeschaffungszeit auftritt. Dieser Bedarf entspricht dem zur Überbrückung der Wiederbeschaffungszeit benötigten Bestand, eventuell erweitert um Zuschläge für unvorhergesehene Ereignisse. Der erforderliche Bestand, dem die Zahl der Kanban zugrunde gelegt wird, ergibt sich schließlich aus der Losgröße und dem Sicherheitsbestand.
Es gibt noch weitere Verfahren zur Ermittlung des erforderlichen Bestandes, z.B.
Bestand = Bedarf [Stck./Std] * (Abnahmeintervall [Std./Los] + Transportzeit [Std.] + Fertigungszeit [Std. / Los]) * Sicherheitszuschlag,
wobei der Sicherheitszuschlag für eine gute Konfiguration gegen eins geht.
Das Ziel ist meist, diesen Bestand zu senken. Dieses kann man dadurch erreichen, dass die Zahl der Kanban im Verlauf der Nutzung des Verfahrens gesenkt wird. Entsprechend sollte man die Genauigkeit der Abschätzung dieser Parameter beurteilen.
Zur Ermittlung der Kanbananzahl gilt eine einfache Formel:
Anzahl = Erforderlicher Bestand / ( Menge pro Behälter)
Nachdem das Kanban System definiert ist, erfolgt die eigentliche Einführung, die hier kurz geschildert wird.
Der erste Schritt ist die Schulung der Mitarbeiter und die Definition eines Verantwortlichen für den Betrieb des Systems („Kanban Verantwortlicher“). Das Ziel dieser Schulung ist nicht nur die Beherrschung der Kanbanabläufe, sondern ebenso die aktive Einbindung der Mitarbeiter in den Entscheidungs- und Ideenfindungsprozess. Dies betrifft auch die Führungskräfte, die ihren Mitarbeitern weitgehende Vollmachten überlassen müssen. Der ideale Vorgesetzte hat nach diesem Modell beratende und nicht anweisende Funktion.
Danach sind die Schnittstellen zu anderen Bereichen und zu den bestehenden Informationssystemen einzurichten.
Als nächster Schritt erfolgt die Gestaltung des Layouts. Dies umfasst Fahrwege, Stell- und Regalplätze, die Beschaffung der Sachmittel wie Behälter, Vorrichtungen zum Anbringen der Kanban sowie die Kanbangestaltung (Layout der Kanban Karte).
Wenn alles soweit vorbereitet ist, muss die Abwicklung des Altsystems abgewartet und anschließend müssen die noch bestehenden Bestände umgepackt werden. Danach kann die Steuerung mit Kanban erfolgen. Dazu gehört auch die Beseitigung der mittels Kanban erkannten Schwachstellen im Materialfluß.
Probleme
KANBAN bewirkt, wenn es nutzbringend angewandt wird, Änderungen im Verhalten der Menschen und in den Abläufen.
Der Informationsfluss ändert sich gegenüber herkömmlichen Verfahren zur Fertigungssteuerung radikal. Es ist nicht mehr interessant, detailliert zu wissen, wann der Zulieferer das Vorprodukt bereitstellen wird, weil ein sehr kontinuierlicher Materialnachschub gewährleistet ist. Interessant ist vielmehr, wann der Abnehmer das von einem selbst gefertigte Teil benötigt. Damit wird das Bewusstsein geschärft, dass alle Aktivitäten auf den Kunden ausgerichtet sind. Ohne eine integrierte Datenerfassung hat die Bereichsleitung aber auch keinen Überblick, wie zuverlässig der einzelne Lieferant arbeitet, es sei denn, die Unterstützung durch ein ausgefeiltes Management by View ermöglicht das.
Betriebsaufträge mit Ressourcenbelegung und geplanten Terminen entfallen oder haben eine untergeordnete Bedeutung. Diese Eigenschaft unterstützt das erforderliche Umdenken. Nicht mehr der Ausstoß des Arbeitsplatzes ist Schwerpunkt der Aktivitäten, mit der Konsequenz, dass die Maschine nicht stehen darf, sondern ausschließlich die Bedarfsdeckung. Damit wird auch der Schwerpunkt der Lagerhaltung vom Fertigprodukt auf das Rohmaterial verschoben.
Zum Anfang der Einführung gibt es sicherlich Probleme mit den Rüstzeiten, die zu lang sind, mit Störungen, die den Materialfluss bremsen und durch andere Eigenschaften, die nicht vorhergesehen sind. In dieser Phase besteht die Gefahr, resigniert das Projekt vorzeitig abzubrechen. Diese Phase erfordert erhöhte Aktivitäten und kann durch sorgfältige Planung reduziert werden, allerdings auch mit der Gefahr, dass dann die Vorteile des Kanban nicht optimal ausgeschöpft werden, weil man einen stabilen Zustand erreicht hat.
Beim Anlauf und Auslauf von Produkten, gibt es weitere Einzelheiten zu beachten. Mit einer hohen Fertigungstiefe ist eine lange Durchlaufzeit der Kanbankette verbunden, bevor mit der Fertigung des ersten Teiles begonnen werden kann. Diese Phase sollte ebenso sorgfältig geplant werden. Andererseits besteht beim Auslauf eines Produktes die Gefahr, dass in allen Fertigungsstufen Restbestände in Höhe der Kanbanmenge bleiben, die nicht mehr benötigt werden. Auch hier ist erforderlich, geeignete Maßnahmen vorzusehen.
Für diese und ähnliche Erscheinungen, die mit dem Kanbansystem verbunden sind, ist es sinnvoll, ein eigenes Controlling einzurichten, das aus einem Team von Mitarbeitern besteht, die für den Kanbanbetrieb verantwortlich sind. Sie überwachen unter anderem, ob die Kanbanregeln eingehalten werden (wie z.B. die Produktion nur auf Basis eines Kanbansignals), das Abstellen der Transportbehälter an definierten Stellen usw. Außerdem haben sie die Aufgabe, Schwachstellen zu erkennen und deren Ursachen zu beseitigen, Bestände, Durchlaufzeiten und Fehlmengen zu überwachen und gegebenenfalls zu korrigieren, sowie kontinuierliche Verbesserungsmaßnahmen zu initiieren und zu unterstützen. Für diese Aufgaben ist ein geeignetes Informationssystem zu entwickeln oder anzupassen. Moderne KANBAN-Informationssysteme haben diese Funktionen bereits integriert.
Die Fertigung kleiner Mengen eines Produktes ist grundsätzlich möglich, bedingt aber den Einsatz gesonderter Organisationshilfen, beispielsweise den begrenzten Kanban, der nur solange bedient wird, bis eine definierte Menge produziert ist.
Änderungen des Produktes oder der Fertigungsverfahren erfordern bei Kanban ohne gesonderte Unterstützung erheblichen Pflegeaufwand und gesonderte Überwachung des Kanbankreislaufes. Auch diese Arbeiten können durch ein KANBAN-Informationssystem vereinfacht werden.
Die Integration bestehender Informationssysteme, wie Betriebsdatenerfasssung, Lohndatenerfassung, Bestandsführung, Qualitätswesen, Technisches Controlling und ähnlicher auf Datenerfassung beruhender Systeme, kann ohne KANBAN-Informationssysteme ebenfalls Probleme bringen, weil die Zwangsläufigkeit der Datenerfassung reduziert ist. Ebenso sind Kennzahlen nicht verfügbar, wenn man nicht Datenerfassungssysteme einführt, die mit dem Kanbansystem gekoppelt sind.
IT Unterstützung durch Kanban Informationssysteme
Durch den Einsatz selbststeuernder Regelkreise kommt die Kanban Steuerung prinzipiell ohne den Einsatz von IT Systemen aus. Ein solches Kanban System wird auch „manuelles Kanban“ genannt. In einfachen Kanban Umgebungen ist entsprechend der Aufwand für die Pflege der Kanbanschleife gering und das Gesamtsystem ist einfach überschaubar. Bei einer steigenden Anzahl der Kanban Regelkreise und Variationen wird irgendwann eine Komplexität erreicht, wo das Gesamtsystem unüberschaubar wird, die manuelle Pflege schwierig und die Kanban Transparenz abnimmt.
In der Praxis sprechen folgende Gründe dann für eine IT Unterstützung:
Pflege des manuellen Kanbansystems
Eine grundlegende Funktion eines Kanban Software System ist der schnelle und unkomplizierte Zugriff auf die Kanban Grunddaten (z. B. Teilestamm, Quelle, Senke, Lagerplätze, Behältertypen etc.) sowie eine einfache Pflege der Informationen. Mit Hilfe dieser Daten werden die physikalischen Kanban Regelkreise (häufig auch „Kanbanschleifen“ genannt) im System abgebildet. Das einfache und schnelle Drucken der Karten und ein übersichtliches Berichtswesen reduzieren so manuelle Handlungsabläufe erheblich.
Monitoring aktueller Materialverfügbarkeit und Aufträge
Der Kanbanverantwortliche benötigt eine schnelle und vollständige Übersicht über die gesamte aktuelle Kanban Situation (z.B. den Materialbestand in einem Kanban Supermarkt). Ein e-Kanban System kann hier über die Anzeige der verschiedenen Containerzustände (z.B. Voll, Leer, in Transport etc.) mit entsprechenden Auswahlfiltern gezielt diese Verfügbarkeit visualisieren („Kanban Monitoring“). Dadurch wird eine hohe Transparenz des „Work in Process“ (WIP) erreicht. Ist diese Transparenz nicht vorhanden, wird oft ein erheblich höherer Sicherheitsbestand verwendet als eigentliche notwendig wäre.
Verbesserung des Informationsflusses
Zur Verkürzung von Wiederbeschaffungszeiten kann ein IT gestütztes Kanban System beitragen, in dem es aktuelle Kanbansignale direkt weitergibt (z.B. die Versendung einer Kanbankarte bei Leermeldung eines Kanbans). Hohes Potenzial bietet hier der Einsatz von Internet Technologien, um Kanban Informationen „online“ bereitzustellen.
Entscheidungsunterstützung durch Visualisierung von Kanban Aufträgen
Bei zu starker Dezentralisierung besteht die Gefahr, dass der Überblick über die übergeordneten Interessen verloren geht. Beispielsweise erreicht ein Meister durch eine Optimierung der Kapazitätsauslastung lediglich ein Suboptimum, da diese Vorgehensweise unter Umständen nicht im ganzheitlichen Interesse eines Kundenauftrages steht, insbesondere bei Engpassmaschinen.
Hier kann eine elektronische Kanbantafel („e-Kanban Board„), welche den Auftrags-bestand visualisiert, ein wichtiges Unterstützungswerkzeug sein. Die Anzeige von Prioritäten, also einer Auftragsreihenfolge, unterstützt den Mitarbeiter in der Fertigung bei der Entscheidung, welche Aufträge als nächstes bearbeitet werden sollten. Gerade bei der dynamischen Kanban Steuerung von Produktionsbereichen, einzelnen Maschinen etc. bieten elektronische Kanban Boards deutliche Vorteile gegenüber sog. manuellen Kanbantafeln.
Nachführen der Kanban-Dimensionierung bei Bedarfsschwankungen
Bei schwankenden Bedarfen ist es ggfs. notwendig, die Anzahl der Kanbans nachzuführen. Bei manuellen Systemen erfolgt dies oft durch einen hohen Sicherheitsbestand, der quasi auf Bedarfsspitzen ausgelegt ist. Dies widerspricht jedoch dem Grundsatz der Vermeidung von Verschwendung. Ein e-Kanban System bietet hier verschiedene Möglichkeiten, um die einfache und schnelle Anpassung der Kanbananzahl zu unterstützen. Dabei sollte das System ebenfalls die Ein- und Ausphasung der Karten in den Gesamtprozess unterstützen um zeitintensive manuelle Handlungsabläufe so weit wie möglich zu reduzieren.
Frühwarnsystem für kritische Bestände und späte Lieferungen
Das Ziel, die Bestände so weit wie möglich zu senken, bewirkt, dass bei Störungen im Gesamtprozess Materialengpässe drohen. Um dem vorzubeugen, wird ein Frühwarnsystem benötigt, das kritische Situationen pro-aktiv visualisiert und somit den Verantwortlichen rechtzeitig erlaubt, Maßnahmen zu ergreifen bzw. Prioritäten zu verändern. Bestandsengpässe und späte Lieferungen werden so erkannt.
Auswertung von Kanban Kennzahlen
Die Auswertung der Logistikperformance sowie der Bestandsentwicklung kann maßgeblich zur Identifizierung von Problemen, Trends und vor allem von Verbesserungspotenzialen beitragen. Eine IT Unterstützung sollte es hierbei ermöglichen, Abweichungen im Gesamtprozess schnell zu erkennen (z.B. die stetige Nichteinhaltung von Wiederbeschaffungszeiten, konstant hohe Bestände etc.).
Kontrolle über Liefervereinbarungen
Bei der Dimensionierung des Kanbansystems spielt die Wiederbeschaffungszeit (WBZ) eine wichtige Rolle. Sie fließt als Parameter bei der Berechnung der Kartenanzahl mit ein. Somit ist der Kanbanbestand von der WBZ abhängig. Um nun die Zuverlässigkeit der Liefervereinbarung sicherzustellen, muss die WBZ gemessen werden.
Dies sollte in 2 Varianten möglich sein: Die Güte der WBZ über einen längeren historischen Zeitraum, sowie die WBZ bezüglich aktueller Lieferungen. Damit wird dann auch unter dem Aspekt der Liefertreue eine Lieferantenbewertung möglich.
Integration in bestehende Systemumgebungen
Die Integration in vorhandene ERP-/PPS Systeme spielt eine wichtige Rolle beim Einsatz von Kanban Software Modulen. Ein entsprechender Prozess sollte Datenredundanz vermeiden und den Rückfluss von Materialbuchungen aus dem elektronischen Kanbansystem unterstützen. Dies ist z.B. hilfreich, um Abbuchungen bei Lieferantenverträgen zu ermöglichen oder um Bestandsdaten für die Weiterver-arbeitung im Warenwirtschaftssystem zu aktualisieren.
Ein Software System, das diese Anforderungen erfüllt, bietet die manufactus GmbH, mit Sitz in Starnberg, seit vielen Jahren an.
Das Integrated Kanban System, kurz IKS, realisiert sog. „elektronische Kanban Prozesse“ und ist eine Software, das speziell zur Unterstützung von Kanban Systemen entwickelt wurde. IKS kann stand-alone betrieben oder in die bestehende IT Infrastruktur integriert werden.
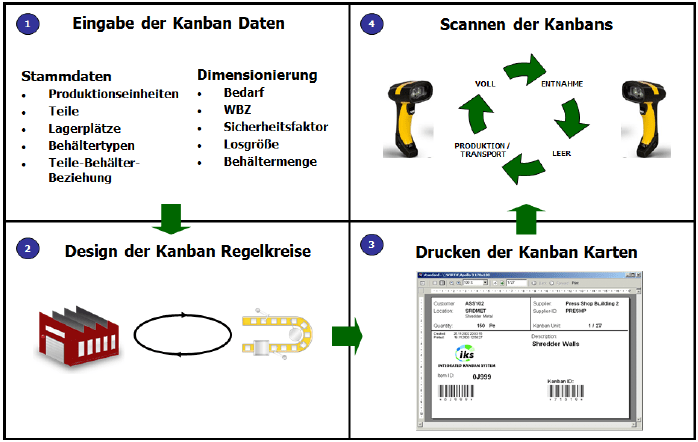
Abbildung 4: e-Kanban Basis Prozess
IKS basiert auf der Erfassung der Kanbanbewegungen per Barcode Leser oder RFID, die mittels verschiedener Softwaremodule visualisiert und ausgewertet werden können.
Der Kunde kann das Kanban Prinzip in allen möglichen Bereichen einsetzen. Dabei spielt es für den IKS Einsatz keine Rolle, ob dabei externe Lieferanten („Lieferanten Kanban“), andere Unternehmensstandorte („Intercompany Kanban“), Produktionsbereiche („Produktions-Kanban“), zentrale Versorgungsbereiche wie z.B. (Roh-) Materialläger („Transport Kanban“) oder Fertigwarenläger („Fertigwaren Kanban“) über das Kanban Prinzip eingebunden werden.
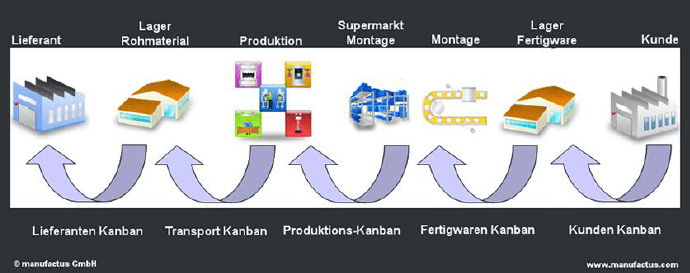
Abbildung 5: IKS unterstützte Kanban Arten
IKS unterstützt dabei Kanbanprozesse durch den modularen Aufbau optimal und ermöglicht den Kunden ein flexibles Design ihres Kanbansystems.
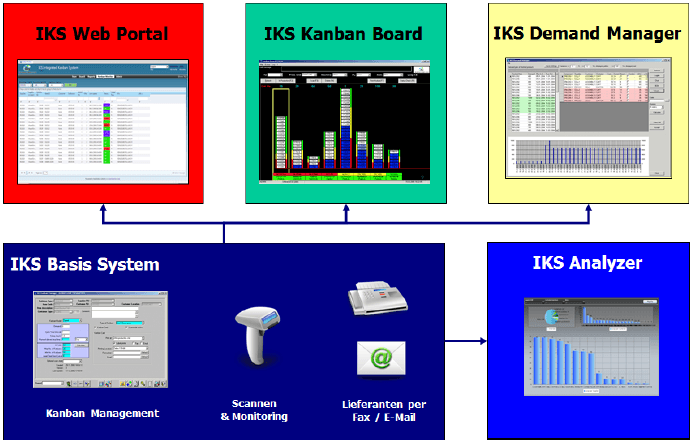
Abbildung 6: IKS Kanban Bausteine
IKS wird von Unternehmen der unterschiedlichsten Branchen eingesetzt, die jedoch eines gemeinsam haben:
Sie nutzen alle ein Kanbansystem zur Steuerung des Materialflusses!

Abbildung 7: Auszug aus der manufactus Kundenliste
manufactus GmbH in Kooperation mit Helmuth Gienke
Alle bisher erschienenen Beiträge finden Sie hier.