






Toyota Produktionssystem – Die Idee (Teil 1 / 4)
Der Begriff „Schlanke Produktion“ wurde im Team von Jim Womack, Dan Jones und Dan Ross im International Motor Vehicle Programm geprägt, welches als „die MIT Studie“ bekannt geworden ist. In der japanischen Automobilindustrie entspricht dem die Bezeichnung „Toyota Produktionssystem“, die hier synonym verwendet wird. Das Verfahren ist unter vielen verschiedenen Namen kopiert worden.
Es zeichnet sich durch einige revolutionäre Ausprägungen aus, die der japanischen Automobilindustrie einen derartigen Produktivitätsschub gab, dass die übrigen Hersteller und die Zulieferer bestrebt waren, so schnell wie möglich das System kennenzulernen und auch anzuwenden.
Vorteile der schlanken Produktion:
- geringer Lagerbestand
- hohe Motivation der Mitarbeiter
- hohe Qualität
- geringerer Aufwand
- schnelle Reaktion am Markt
Bessere Präsenz am Markt => ERFOLG
Als Organisator des Toyota Produktionssystems werden Eiji Toyoda und Taiichi Ohno angesehen. Wer immer es war, die Situation der japanischen Automobilindustrie erzwang spezifische Maßnahmen, die überraschende Ergebnisse zeigten. Obgleich diese Ergebnisse den herrschenden Ansichten widersprachen, wurden sie akzeptiert und das Unternehmen zog entsprechende Konsequenzen.
Kennzeichnend für die Situation des Unternehmens Toyota waren besondere Umstände:
- Ausländische Hersteller waren vom japanischen Markt verbannt
- Der japanische Automarkt war durch die herrschende Armut sehr eng
- Um diesen engen Markt stritten sich mehrere Hersteller
- Produktionsmaschinen gab es nur für große Betriebe mit hohen Stückzahlen, die in Japan nicht abgesetzt werden konnten
- Toyota musste seinen Mitarbeitern eine Arbeitsplatzgarantie geben, nachdem Überkapazitäten abgebaut waren
- Das zuständige Ministerium (MITI) verlangte, dass die Autohersteller zu einigen wenigen Unternehmen fusionieren
Diese Situation brachte Toyoda und Ohno nicht zur Anpassung im Sinne der Akzeptanz und Resignation, sondern regte sie an, ihre unternehmerischen Fähigkeiten einzusetzen und Wege zur Lösung der Situation zu suchen. Zuerst galt es, für die überdimensionierten Anlagen eine bessere Auslastung zu bringen. Hindernis war dafür häufiges Umrüsten welches die Fertigung kleiner Lose erforderte. Die ersten Versuche mit der Aufforderung an alle Mitarbeiter, durch neue Ideen für Abläufe, Umbauten und Vorrichtungen die Zeiten für die einzelnen Rüstvorgänge zu reduzieren, brachten überraschende Erfolge durch das Engagement der Mitarbeiter. Aufgrund dieser Erfahrungen wurde die Kreativität der Mitarbeiter Basis für die Entwicklung einer neuen Produktionsmethode, die bahnbrechende Ergebnisse hatte, das Toyota Produktionssystem.
In der Folge wurden, aufbauend auf diesen Erkenntnissen, auch neue Verfahren für Betriebe entwickelt, die man nicht oder nur bedingt für die schlanke Produktion geeignet hielt (Fraktale Fabrik, Vital Enterprise usw.) Die Schlanke Produktion wird aber nach wie vor besonders im Autobau angewandt oder sogar neu eingeführt. Die Grundsätze wurden uns in einem Unternehmen in Sendai dargestellt, wie in Abbildung 1 gezeigt.
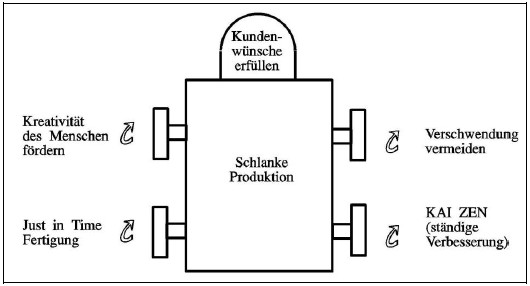 Abbildung 1: Prinzip des Toyota Produktion Systems
Abbildung 1: Prinzip des Toyota Produktion Systems
Das System wurde 1978 auf der 4. Internationalen Konferenz für Produktionsforschung in Tokyo vorgestellt. Der Erfolg war überraschend. In großen Scharen flogen europäische und amerikanische Produktionsfachleute nach Japan, um sich über Kan Ban zu informieren. Der Gesamtkomplex Toyota Produktionssystem war noch nicht wirklich erkannt. Erst im Laufe der Zeit und durch japanische Fachleute, die zur Beratung nach Europa kamen, wurden auch hier die revolutionären Prinzipien bewusst.
Der zentrale Begriff ist die Vermeidung von Verschwendung (Muda), die aber von einem auf den ersten Blick verwirrenden Umgang mit Nutzung der Fertigungskapazitäten begleitet ist. So werden Vorgänge, die zur Minderung der Maschinenkapazitäten führen, nicht sorgfältig analysiert und optimiert, sondern der bisher maximale Ausstoß als Maßstab genommen. Das hindert den Betrieb aber nicht, die Kapazität durch besondere Maßnahmen zu erhöhen, was zu einer „Kapazitätsauslastung“ von mehr als 100% führen kann.
Es wird die Fertigung einzelner Teile angestrebt mit entsprechender Rücksichtslosigkeit gegenüber den Rüstzahlen, was Verbesserungsbedarf beim Rüstaufwand aufzeigt. Erst bei gezielter Analyse und ganzheitlicher Betrachtung werden die Hintergründe und Auswirkungen erkennbar.
Als Verschwendung wird alles angesehen, was nicht unmittelbar dem abzusetzenden Produkt dient oder dessen Kosten ohne Aussicht auf einen adäquaten Mehrerlös erhöht. Vereinfacht wird gesagt, dass diese Aktivitäten keine Werte schaffen. Dazu gehören neben Abfall auch Funktionen des Produktes, die vom Kunden nicht genutzt werden, alle Tätigkeiten, die nicht zur Fertigung gehören, Lagerbestände usw.
Es wird akzeptiert, dass man Verschwendung in dieser Definition nicht vollkommen beseitigen kann, der Druck, sie zu verringern, soll aber aufrechterhalten werden. Für die umfassende Definition des Begriffes „Verschwendung“ durch Toyota werden einige Beispiele aufgeführt.
Als schlimmste Art der Verschwendung wird Produktion auf Lager, also ohne Auftrag, angesehen. Der unterstellte Vorteil durch Kapazitätsauslastung und Rüstzeitreduzierung wird durch viele Nachteile reduziert. Der augenscheinlichste ist, neben den Lagerkosten, der Wertverlust durch veraltende Teile, zum Beispiel durch Produktänderung oder durch Fehler, die nach der Produktion erkannt wurden. Überproduktion verbraucht Material, das dann eventuell für andere Produkte fehlt. . Dazu kann noch unnötige Belegung von Kapazitäten kommen, wodurch andere Aufträge verzögert werden. Aber auch zusätzliche Transportkosten und Kosten durch die Suche nach dem Lagerplatz mindern den Vorteil.
Produktion ohne Auftrag erhöht die Bestände und Bestände sind ebenfalls Verschwendung. Sie verursachen Kosten, die nicht schnell, eventuell gar nicht, durch Erlöse ausgeglichen werden. Bestände entstehen nicht nur durch Produktion ohne Auftrag, sondern auch durch unnötig lange Übergangszeiten zwischen den einzelnen Bearbeitungsstufen. Die Erkennung und Steuerung von Beständen ist daher ein besonderes Anliegen, das durch besondere, später erläuterte Methoden wie Kanban und Management by View erleichtert werden soll.
Hohe Bestände haben daneben einen fatalen Effekt: Akzeptiert man sie, verdeckt man damit Schwächen im Materialfluss, die man beseitigen sollte. Verschwendung kann man nur bekämpfen, wenn man alles vermeidet, das die Verschwendung verdeckt.
Unnötiger Transport, wie lange Wege zwischen den Arbeitsplätzen und Zwischenlagern, wird auch als Verschwendung definiert und ist zu reduzieren.
Verschwendung sind ebenfalls Fehler bei der Produktion, die nicht so schnell wie irgend möglich erkannt werden, besonders wenn sie sich wiederholen können und damit weitere fehlerhafte Produkte erstellt werden. Sie verursachen mindestens Nacharbeit, häufig sogar Ausschuss. Auch zu der Früherkennung von Fehlern sind Methoden entwickelt worden, für die es in der taylorisch orientierten Fertigung kein Äquivalent gibt.
Verschwendung sind natürlich auch unnötige Arbeiten am Produkt oder bei der Bearbeitung. Dazu gehören auch Handhabungen, wie Wenden des Teiles, Handhabungen neben dem eigentlichen Arbeitsgang durch schlechte Gestaltung der Fertigung und so weiter. Unnötige Arbeiten sind aber auch Funktionen des Produktes, die zwar nett sind, dem Kunden aber eigentlich keinen entsprechenden Gegenwert bringen.
Selbstverständlich ist auch Rüsten Verschwendung, denn es kostet nicht nur Arbeit, sondern blockiert auch Produktionseinrichtungen. Bei der Reduzierung von Rüstzeiten kann man manchmal erstaunliche Erfolge erreichen, besonders, wenn man die Mitarbeiter mit einbindet.
Es wird ebenfalls als Verschwendung betrachtet, wenn man diese Mitarbeiter nicht dazu bewegt, zur Verbesserung der Produktion beizutragen. Ziel soll es sein, die Kreativität, das Fachwissen und das Bestreben der meisten Menschen nach Anerkennung durch Verbesserung nicht nutzt.
Die ständige Verbesserung (Kai Zen) dient nicht nur dazu, Verschwendung zu verringern, sondern auch für die Verbesserung des Produktes, der Qualität und der Abläufe und der Termintreue. Auch auf die Arbeitsbedingungen wird geachtet. So gilt der Grundsatz, dass angestrebt werden soll, alle lauten, schmutzigen und langweiligen Tätigkeiten zu automatisieren. Die Herausforderung ist, ständig die angewandten Verfahren infrage zu stellen. Im Unterschied zu den herkömmlichen, an Taylor angelehnten Verfahren, deren Qualitätsverlauf durch sprunghafte Verbesserungen und anschließenden Absinken infolge Veralterung gekennzeichnet ist, ergibt sich im Toyota Produktionssystem eine Kurve, die eine stetige Verbesserung und kleine Sprünge zeigt.

Abbildung 2: Verlauf der Qualitätsentwicklung
Die Verbesserung wird im Prinzip in einer kleinen Anwendung ausprobiert und dann allgemein eingeführt.
Just in time bedeutet nicht nur, dass ein Termin eingehalten wird, sondern auch, den Zeitraum zwischen Auftragserteilung und Auslieferung zu verringern. Wenn ein Kunde etwas benötigt, möchte er den Kauf am liebsten zum Zeitpunkt des aktuellen Bedarfs tätigen. Da dieses nicht möglich ist, akzeptiert er notgedrungen eine Lieferfrist, im Bewusstsein, dass zwischen Bestellung und Empfang Ereignisse eintreten können, die die Lieferung nicht mehr wünschenswert erscheinen lassen, zum Beispiel ein Unglück gleich welcher Art oder eine Umstellung des Verfahrens, das Anlass für den Bedarf war. Man erfüllt den Kundenwunsch also besser, wenn man die Lieferfrist so kurz wie möglich hält.
Diese Anforderungen an die Mitarbeiter und die Prozessgestaltung erfordern natürlich andere Bedingungen bei der Auswahl der Mitarbeiter und der Führungskräfte. Auch wenn das alte Prinzip der Familienzugehörigkeit der Toyota-Mitarbeiter nicht mehr unbedingt gilt, werden Mitarbeiter nach einem umfangreichen tagelangen Testverfahren ausgewählt. Kriterien sind unter anderem die Sozialkompetenz, die mentale Flexibilität, Problemlösungskompetenz und die Fähigkeit, initiativ tätig zu werden. Die Führungskräfte sind keine „Bosse“, sondern Moderatoren, die in der Lage sind, die Unternehmenskultur zu vermitteln. Sie müssen in der Lage sein, eine Situation zu erkennen und zu beurteilen, sowie Entscheidungen konsequent durchzusetzen.
Auch die Zulieferer sind vom Toyota Produktionssystem betroffen, sie sollen nicht einfach Teile liefern, sondern werden in die Lösungsfindung mit eingebunden. Es ist darum erforderlich, dass auch sie Teil des Toyota Produktionssystems sind und nach den gleichen Prinzipien arbeiten. Das festigt auch die Bindung zwischen dem Zulieferer und dem Abnehmer.
In den folgenden Beiträgen werden wir das Thema vertiefen.
manufactus GmbH in Kooperation mit Helmuth Gienke
Alle bisher erschienenen Beiträge finden Sie hier.